Pompy tłokowe
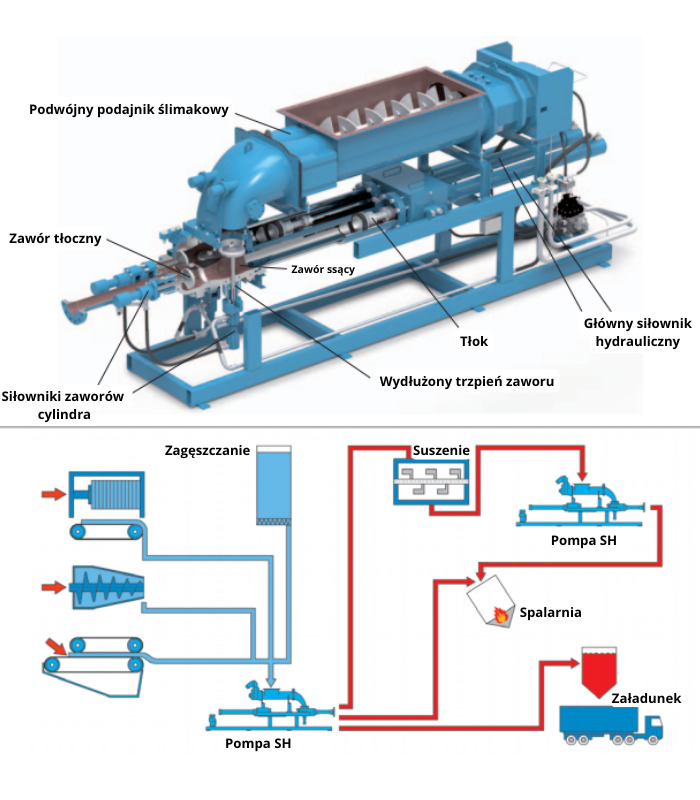
Pompy tłokowe odgrywają istotną rolę w przemyśle ciężkim, przede wszystkim tam, gdzie procesy technologiczne wymagają tłoczenia cieczy pod wysokim ciśnieniem, z dużą precyzją i niezawodnością. Ich zasada działania opiera się na ruchu posuwisto-zwrotnym tłoka w cylindrze, który zasysa i wypycha medium w sposób kontrolowany, zapewniając równomierny i powtarzalny przepływ.
W zastosowaniach przemysłowych, pompy tłokowe są niezastąpione wszędzie tam, gdzie mamy do czynienia z gęstymi, lepkimi lub agresywnymi mediami, a także z cieczami zawierającymi cząstki stałe. Sprawdzają się m.in. w zasilaniu pras filtracyjnych, systemów wysokociśnieniowych, w chemii ciężkiej, górnictwie, hutnictwie, a także w transporcie szlamów i osadów w oczyszczalniach ścieków.
Ich największe zalety to:
wysoka odporność na ciśnienie – wiele modeli osiąga ciśnienia robocze powyżej 100 bar, nawet do 250 bar i więcej,
precyzyjna kontrola przepływu – ważna w procesach wymagających stałego dozowania,
duża siła tłoczenia przy relatywnie niskiej prędkości – co ogranicza zużycie części i wydłuża żywotność,
możliwość pracy z trudnymi mediami, gdzie inne pompy zawodzą.

ABEL GmbH
Firma ABEL GmbH posiada ponad 75-letnie doświadczenie w projektowaniu i produkcji pomp tłokowych, specjalizując się w rozwiązaniach dla najbardziej wymagających sektorów przemysłu. Od początku swojej działalności koncentruje się na tłoczeniu trudnych mediów pod wysokim ciśnieniem, co znajduje odzwierciedlenie w solidnej konstrukcji, wysokiej niezawodności i wydajności jej urządzeń. Pompy tłokowe ABEL są szeroko stosowane m.in. w przemyśle chemicznym, górnictwie, oczyszczalniach ścieków oraz instalacjach filtracyjnych, gdzie sprawdzają się w pracy ciągłej, pod dużym obciążeniem i w środowiskach o wysokim stopniu agresywności. Doświadczenie firmy w tej dziedzinie przekłada się na jakość, trwałość i efektywność jej rozwiązań inżynieryjnych.
Pompy serii SH
(Solids Handling)
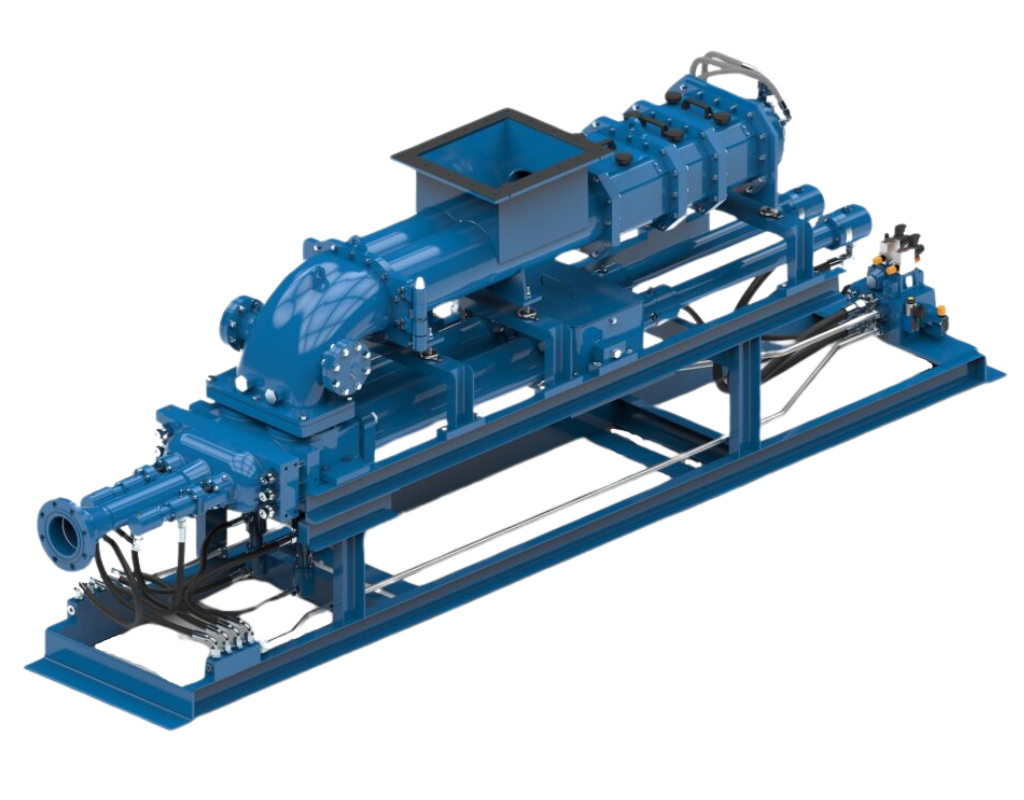
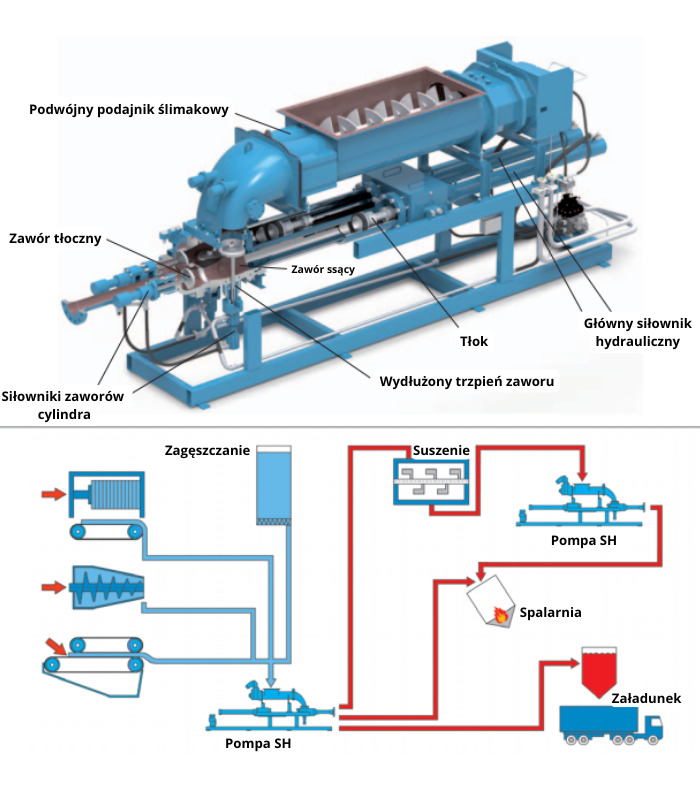
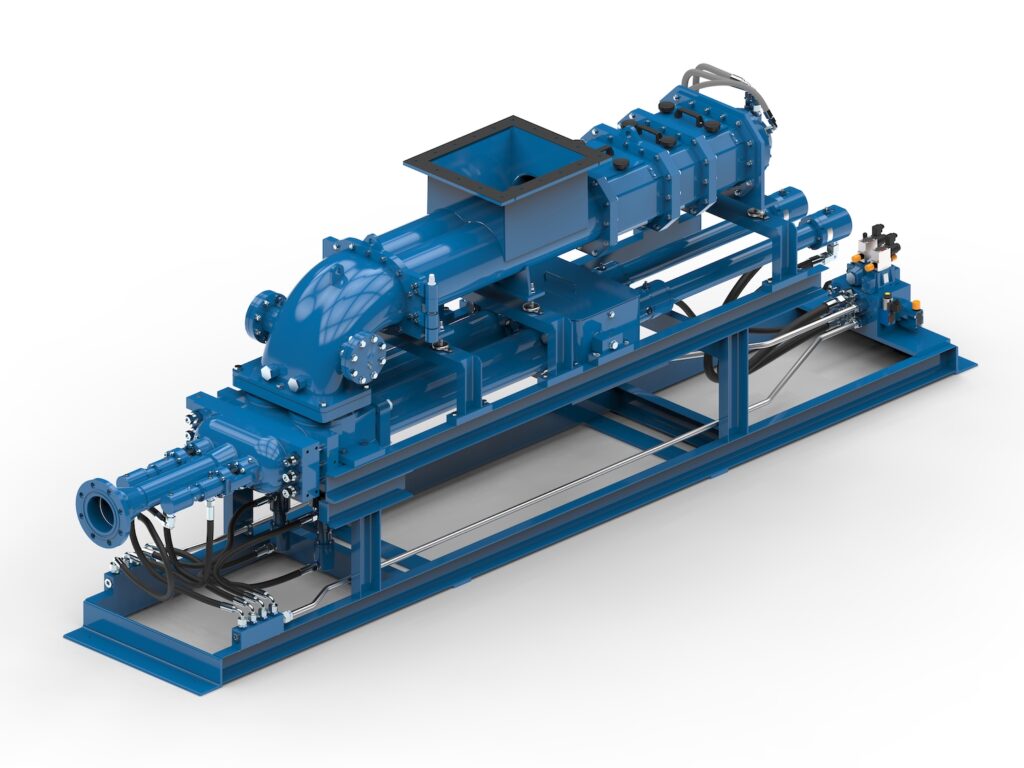
Model ABEL SH to zaawansowana pompa tłokowa przeznaczona do transportu mediów o wysokiej lepkości i zawartości cząstek stałych, takich jak odwodnione osady ściekowe czy zagęszczone odpady przemysłowe. Dzięki solidnej konstrukcji, obejmującej grubościenne cylindry i duże zawory stożkowe, pompa ta zapewnia długą żywotność nawet w ekstremalnych warunkach pracy.
Główne zalety ABEL SH:
Wysoka wydajność: Maksymalny przepływ do 110 m³/h przy ciśnieniu do 160 barów.
Odporność na ścieranie: Specjalna konstrukcja umożliwia transport mediów o wysokiej abrazyjności bez ryzyka uszkodzeń.
Automatyzacja: Wbudowany system PLC pozwala na integrację z zaawansowanymi procesami przemysłowymi, zapewniając precyzyjne sterowanie i monitorowanie pracy pompy.
Zdolność do pracy na sucho: Pompa może pracować bez medium, co zwiększa jej niezawodność w trudnych warunkach.
Bezpieczeństwo operacyjne: Zamknięty system transferu minimalizuje ryzyko wycieków i zanieczyszczenia środowiska.
ABEL SH wyróżnia się na tle konkurencji dzięki swojej zdolności do efektywnego transportu trudnych mediów w wymagających aplikacjach, takich jak przemysł chemiczny, górnictwo czy oczyszczalnie ścieków. Jej konstrukcja i funkcjonalność czynią ją niezawodnym rozwiązaniem dla procesów wymagających wysokiej wydajności i niezawodności.
Masz pytania? Skorzystaj z naszego formularza kontaktowego!
Producenci



DANE FIRMY
ul. Bystrzańska 49
43-309 Bielsko-Biała
NIP: 9372639217
KRS: 0001060208
REGON: 241821753
Znajdź nas na LinkedIn:
Copyrights 2018 © Pro-Industry. Wszelkie prawa zastrzeżone.